什么是3D打印
3D 打印,又称增材制造(Additive Manufacturing, AM),是一类以三维数字模型为驱动直接制造零件的先进制造技术。该技术基于计算机辅助设计模型,通过将材料(如聚合物、金属粉末或复合材料等)按照预定路径进行逐层叠加,实现三维实体结构的构建。与传统减材制造或等材制造方式不同,增材制造采用“分层制造、逐层叠加成形”的工艺原理,将材料连续堆叠并实现层间冶金或物理结合,最终由数字模型直接制造出具有复杂几何结构的三维实体。该制造方式在结构自由度、材料利用率以及复杂构件的一体化成形方面具有显著优势。
增材制造(3D打印)的流程
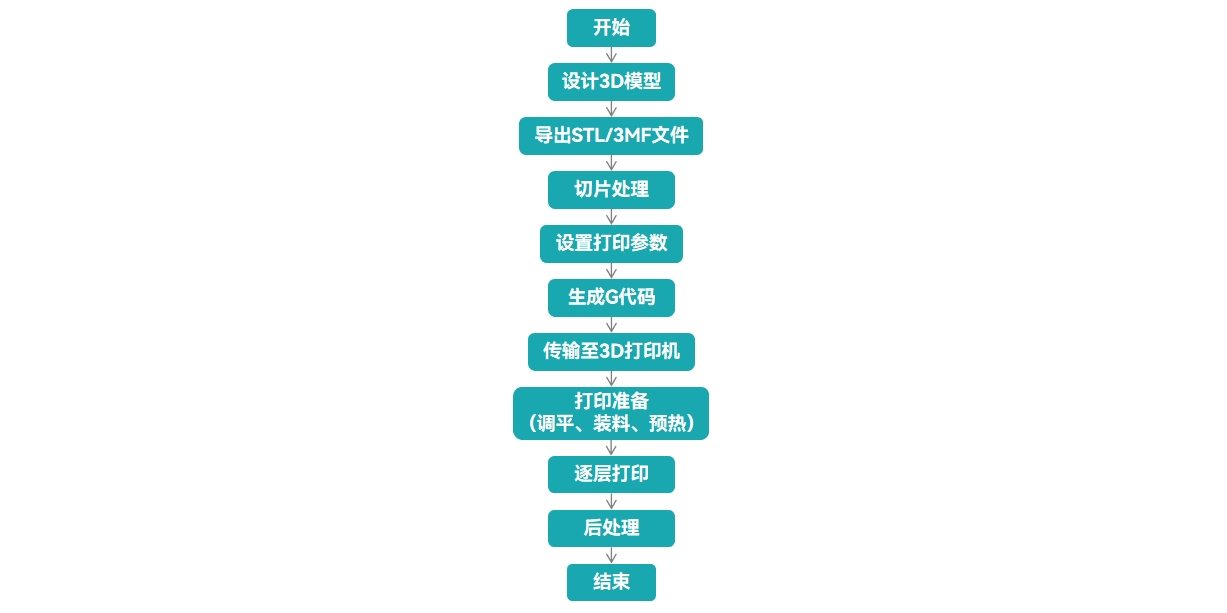
数字建模阶段
在增材制造工作流程中,该过程始于使用计算机辅助设计(CAD)软件(如AutoCAD或SolidWorks)创建3D数字模型。
该模型完整定义了目标零件的几何结构与尺寸参数,并通常导出为行业通用格式(如 STL、3MF等)。
※ CAD是使用计算机软件创建和编辑包括2D图纸和3D模型的数字设计,它广泛应用于工程和产品设计,在3D打印中,它是创建可打印模型的起点。
| 格式 | 数据模型 | 几何表达方式 | 数据结构 | 几何精度 | 材料信息 | 颜色支持 | 是否可直接打印 | 主要用途 | 典型场景 |
|---|---|---|---|---|---|---|---|---|---|
| STL | Mesh | 三角网格 | 简单(仅顶点+法向) | ⭐⭐⭐ | × | × | √ | 快速3D打印 | 原型验证 / FDM打印 |
| OBJ | Mesh + Texture | 三角网格+贴图 | 文本(.obj + .mtl) | ⭐⭐⭐ | ⚠(MTL) | √ | √ | 可视化展示 | 渲染 / 产品外观设计 |
| PLY | Point / Mesh | 点云+多边形 | 文本/二进制 | ⭐⭐⭐⭐ | × | √(RGB) | √/⚠ | 3D扫描 | 点云数据 / 逆向工程 |
| STEP | B-Rep | NURBS/实体 | EXPRESS(工程模型) | ⭐⭐⭐⭐⭐ | √ | × | × | 工程设计 | CAD建模 / 产品开发 |
| IGES | Surface | NURBS曲面 | 文本结构 | ⭐⭐⭐⭐ | ⚠ | × | × | CAD交换 | 老系统数据兼容 |
| AMF | XML Mesh | 三角网格+语义 | XML | ⭐⭐⭐⭐ | √ | √ | √ | 多材料打印 | 研究 / 高级制造 |
| 3MF | XML Manufacturing | 三角网格+工艺信息 | XML(压缩结构) | ⭐⭐⭐⭐⭐ | √ | √ | √ | 工业制造标准 | 自动化生产 / 多材料打印 |
切片阶段
切片软件(如 Cura、PrusaSlicer)将三维模型沿Z轴按预设层厚进行离散化处理。在该过程中,模型被分解为若干二维截面(Layer Slices),并生成对应的打印路径(Toolpath),针对每一层截面,算法生成打印路径,主要包括:外轮廓、内部填充路径以及支撑结构等。最终输出为设备可识别的指令文件(通常为G-code),用于指导打印设备执行具体运动与材料沉积。
打印阶段
在打印阶段,增材制造设备依据切片生成的路径数据,通过逐层材料沉积(Layer-by-Layer Deposition)的方式构建实体结构。
以 Fused Deposition Modeling(FDM)为例,其核心机制包括:热塑性材料(如PLA、ABS、PETG等)在加热端(Hotend)被加热至熔融状态,通过喷嘴(Nozzle)以受控流量挤出并按路径精确堆叠,实现三维实体的逐层成型。
相邻层之间通过热扩散与分子链缠结实现结合,其强度受以下因素影响:
- 层间温度梯度
- 挤出速率
- 冷却速率
后处理阶段
打印完成后,需进行后处理以满足最终性能或外观要求:
- 支撑去除(Support Removal)
- 表面处理(Surface Finishing,如打磨、喷砂)
- 退火处理(Annealing,用于提升结晶度与机械性能)
- 二次固化(适用于光固化工艺)
增材制造与传统制造的对比
在现代制造体系中,按照零件成形过程中材料状态的变化方式,可以将传统制造方法大致分为两类:等材制造与减材制造。
等材制造
等材制造,通常称为“材料转移法”,其基本特征是零件在成型过程中材料的质量基本保持不变。这类方法不改变材料的总量,而是通过改变材料的形状、内部组织或力学性能来获得目标零件。典型的等材制造工艺包括铸造和锻造:铸造是将熔融金属注入模具型腔中,冷却凝固后得到所需形状,适用于制造形状复杂的毛坯;锻造则是通过外力使金属产生塑性变形,从而获得性能更优的零件。除此之外,轧制、挤压、拉拔等也属于等材制造的范畴。总体来看,等材制造强调材料的重新分布,材料利用率较高。
减材制造
减材制造,通常称为“材料去除法”,其核心是在加工过程中不断去除多余材料,以逐渐接近最终形状。常见的减材制造工艺包括:车削、铣削、钻削等切削加工方式,以及磨削、电火花加工、电化学加工、激光切割和水射流切割等特种加工手段。这类方法能够实现较高的加工精度和表面质量,因此在工业生产中应用广泛。但由于需要从毛坯中去除大量材料,整体利用率相对较低,尤其在复杂结构零件的加工中更为明显。
增材制造
与上述两类方法不同,增材制造通过逐层堆积材料的方式直接构建零件,是近年来发展迅速的一类新型制造技术。它无需传统意义上的模具或大量切削步骤,能够更灵活地实现复杂结构的成形,在个性化制造、复杂内部结构以及小批量生产等场景中具有明显优势。
下面为您直观呈现三种制造方法的主要区别:
| 对比维度 | 增材制造(3D打印) | 等材制造(铸造/锻造等) | 减材制造(传统机加工) |
|---|---|---|---|
| 基本原理 | 依据数字模型,通过逐层堆积材料直接成形零件 | 材料质量基本不变,通过改变形状或组织获得零件 | 去除多余材料,获得目标零件 |
| 典型工艺 | 熔融沉积成型(FDM)、光固化(SLA)、选择性激光烧结(SLS)、选区激光熔化(SLM)、电子束熔化(EBM) | 铸造、锻造、轧制、挤压、拉拔 | 车削、铣削、刨削、磨削、钻削、电火花加工、电化学加工、激光切割 |
| 材料利用率 | 95%以上 | 60%-80% | 30%-50% |
| 适用复杂度 | 很高(理论上可制造任意复杂结构) | 中等(受限于模具和脱模) | 低到中等(需多工序配合,复杂结构成本激增) |
| 是否需要模具/夹具 | 无需模具,无需专用夹具(仅需平台) | 通常需要模具(如铸型、锻模) | 需要夹具固定毛坯,但无需专用模具 |
| 表面质量 | 一般(有明显层纹,需打磨或抛光) | 一般(铸造件表面较粗糙) | 很好 |
| 废料产生 | 近净成型(废料可循环使用) | 较少(主要为浇口、飞边等) | 多(切屑、磨屑等) |
| 生产效率 | 低到中等(逐层堆积速度慢,批量生产不经济) | 高(适合大批量生产) | 中等(单件或小批量效率较低) |
| 优点 | 设计自由度高、材料利用率极高、无需模具、适合定制化 | 生产效率高、材料利用率较高、力学性能好 | 精度高、表面质量好、工艺成熟、适用范围广 |
| 局限性 | 速度慢、精度和表面质量有限、大批量成本高、设备昂贵 | 模具成本高、周期长、难以成形极复杂结构 | 材料浪费严重、刀具可达性受限、复杂件加工难 |
3D打印的核心优势
1、高度的设计自由度
3D 打印基于逐层叠加成形原理,突破了传统制造工艺在结构复杂性方面的限制,可实现拓扑优化结构、内部空腔、晶格结构及功能梯度结构等复杂几何形态的直接制造,显著提升了零部件的结构设计自由度。
2、材料利用率高、制造过程绿色化
增材制造以“按需用料”为核心特征,相较于传统减材制造方式,其材料浪费显著降低,尤其在金属加工领域可有效减少切屑损耗,有助于提高材料利用效率并降低生产成本,符合绿色制造与可持续发展的要求。
3、数字化驱动与高度集成化制造流程
3D 打印以数字模型为核心,实现从设计、仿真到制造的一体化流程,减少了模具依赖和中间工序,缩短产品开发周期,提升制造系统的柔性与响应速度。
4、快速成形与快速迭代能力突出
得益于无需模具和工装的特点,3D 打印在原型制造、小批量生产及个性化定制方面具有显著优势,能够快速完成设计验证和性能迭代,显著缩短产品研发周期。
5、多材料与多功能集成潜力
通过工艺参数控制及材料切换,部分增材制造技术可实现多材料协同成形,为功能集成化设计(如结构—功能一体化、材料梯度分布)提供了技术基础。
6、成形精度与力学性能受工艺参数影响显著
3D 打印制件的尺寸精度、表面质量及力学性能高度依赖于工艺参数、材料特性及成形环境,层间结合强度与各向异性问题仍是当前研究与工程应用中的关键挑战。