挤出机构
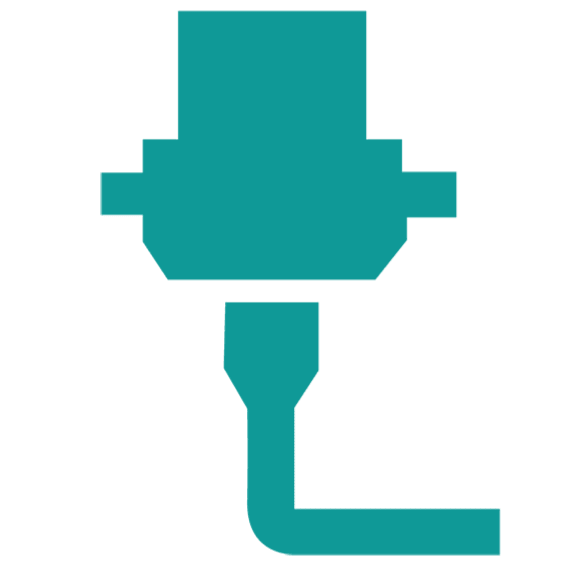
FDM挤出机构一般包括送丝机构、加热机构、喷嘴和冷却风扇。
送丝机构:也被称为冷端,是挤出机构的动力源,负责将固态线材稳定、可控地推入加热仓。
典型构成:
步进电机:提供精确的旋转动力,可控制正转(送丝)和反转(回抽);
压丝主动轮:与线材直接接触,齿轮上的齿纹咬合线材表面,产生推力;
压丝从动轮:从另一侧压紧线材,保证齿轮与线材之间不打滑;
压紧调节机构:可调节从动轮对线材的压力,适应不同硬度或直径的材料。
加热机构:也被称为热端,负责将固态线材快速、均匀地熔化为熔融状态,使其能够顺利从喷嘴挤出并与相邻层良好粘结。
典型构成:
加热仓:通常为铝制,导热性好、热容量适中,内部开孔容纳加热棒和温度传感器;
加热棒:金属电阻式加热元件,通电后产生热量,将加热仓升温至目标温度;
温度传感器(热敏电阻):实时监测加热仓温度,反馈给控制板进行PID恒温调节;
隔热过渡段:位于加热块与散热片之间,通常采用不锈钢或钛合金管,减少热量向上传导。
喷嘴:的打印材料通过喷嘴挤出,控制材料挤出的尺寸。
| 参数 | 典型范围 | 说明 |
|---|---|---|
| 孔径 | 0.2mm – 0.8mm | 最常用0.4mm,平衡速度与精度 |
| 材质 | 黄铜 / 不锈钢 / 硬化钢 / 红宝石 | 黄铜最通用;硬化钢适用于碳纤维/玻璃纤维材料 |
| 结构 | 一体式 / 分体式 | 分体式可更换尖端 |
热端风扇:安装在散热片(冷端)侧面,是挤出机构中的风冷部件。它的作用是持续向散热片吹风,使喷嘴外的线材保持凉爽和坚硬,防止热量向上传递到送丝机构,避免线材在进入加热仓之前就受热软化变形。热端风扇通常在打印机通电后持续全速运转,不应关闭。
原理:加热仓的热量会沿金属部件向上传导。散热片通过增大表面积,配合风扇强制风冷,使散热片保持在较低温度。当线材经过散热片区域时仍保持固态,只有进入加热块后才开始熔化。
常见问题:
热端风扇失效 → 热量爬升导致线材过早软化,形成堵塞(常表现为打印中途不出丝)
风扇转速不足 → 散热不充分,同样可能导致堵塞
挤出机分类
挤出机是 FDM 3D 打印机的核心执行部件,负责将固态线材稳定地送入加热喷嘴。根据安装布局,挤出机可以分为两种类型。
| 直接挤出 | 鲍登挤出 |
|---|---|
 |  |
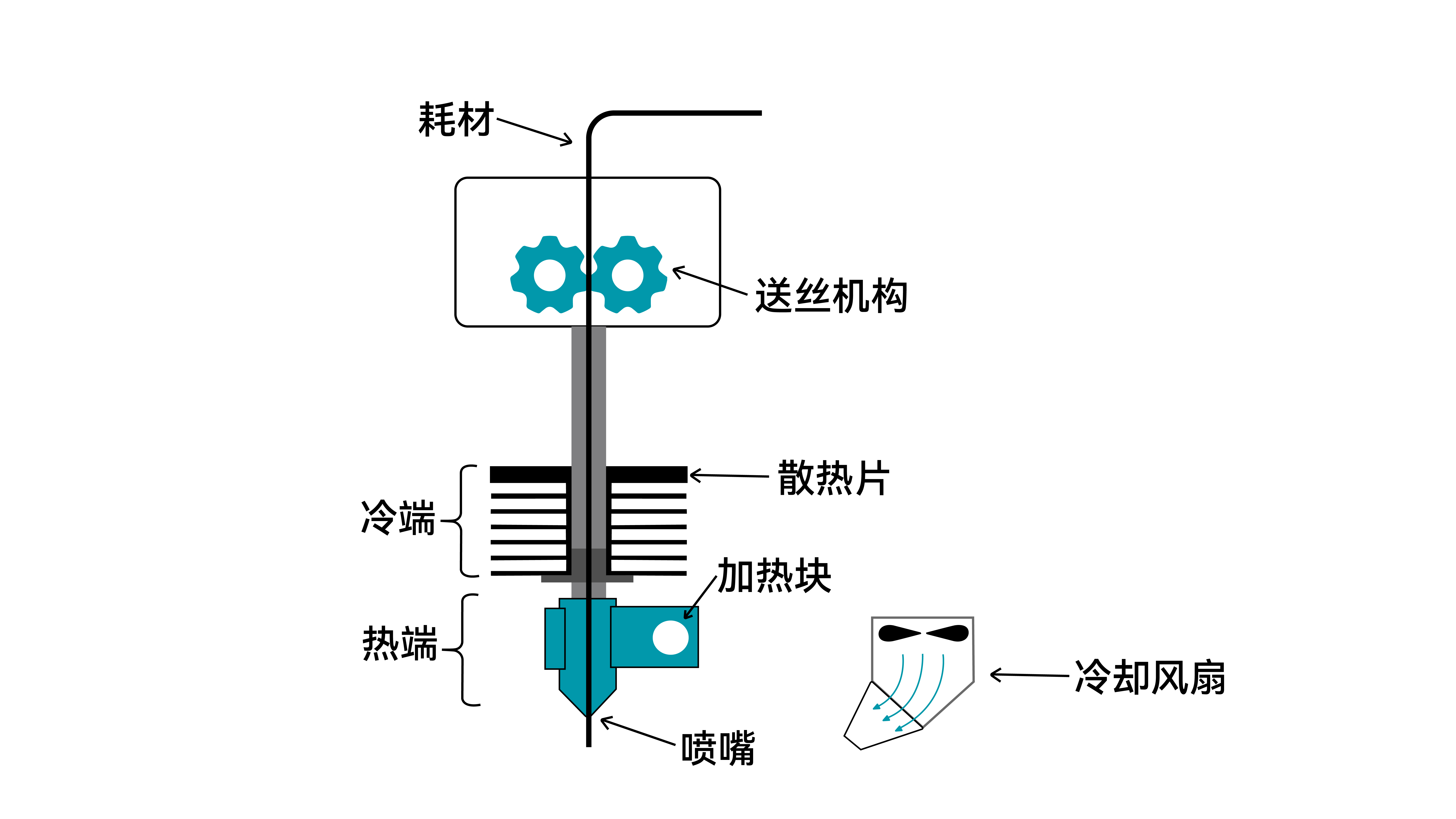
直接挤出(Direct Drive Extruder)
步进电机和送丝机构直接安装在打印头上方,与喷嘴刚性连接。
特点:
| 方面 | 说明 |
|---|---|
| 挤出响应 | 极快(线材路径短,回抽立即生效) |
| 柔性材料 | 优秀(TPU等软料不易弯曲卡滞) |
| 打印头重量 | 较重(包含电机) |
| 打印速度 | 受限(惯性大) |
| 回抽效果 | 好(拉丝少) |
适用场景:
- 打印柔性材料(TPU、TPE)
- 需要精确回抽的精细模型
- 中低速打印
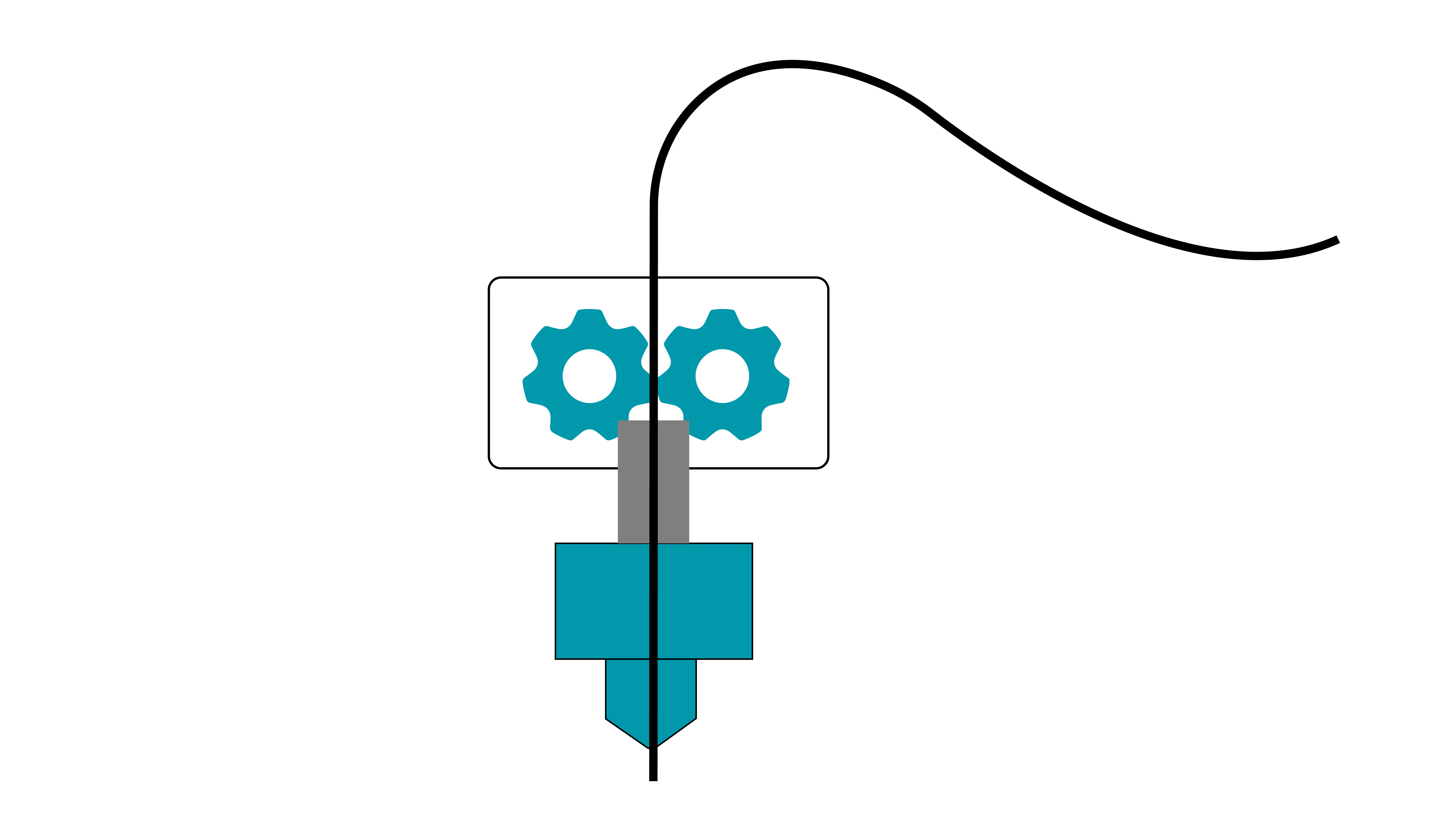
鲍登挤出(Bowden Extruder)
步进电机和送丝机构固定在打印机框架上(远端),通过长距离PTFE管将线材推入打印头上的加热喷嘴。
特点:
| 方面 | 说明 |
|---|---|
| 挤出响应 | 较慢(长导丝管引入弹性滞后) |
| 柔性材料 | 较差(TPU在管内易弯曲堵塞) |
| 打印头重量 | 轻(仅热端,不含电机) |
| 打印速度 | 高(轻量化) |
| 回抽效果 | 一般(需较大回抽距离补偿) |
适用场景:
- 追求高速打印(>150mm/s)
- 大尺寸打印机(减轻运动部件重量)
- 打印刚性材料(PLA、ABS、PETG、尼龙等)
运动机构分类
3D打印机的运动机构,决定了打印头(或打印平台)在X、Y、Z三个方向上的移动方式。不同的运动机构设计,直接影响打印精度、速度、机器尺寸和稳定性。
根据移动方式的不同,常见的FDM 3D打印机运动机构可分为以下几类:
笛卡尔(XYZ)运动机构
打印平台沿Z轴升降型
打印头在 XY 平面内完成一层打印后,Z 轴电机驱动平台下降一个层高的距离,打印头继续下一层打印。打印过程中,平台逐渐下降,而打印头始终保持在相对固定的高度范围内运动。
优点:结构简单,调校方便,成本低,打印过程稳定。
缺点:打印速度受限,平台前后移动需要额外深度空间,Z 轴高度由丝杆长度决定,增加高度会显著增大机器尺寸。
应用场景:广泛应用于桌面级FDM打印机。
打印平台固定型
打印头在 X 轴和 Z 轴上运动,打印平台(或龙门架整体)在 Y 轴上前后移动。由于平台不需要升降,其结构可以做得更加稳固。
优点:固定平台或仅水平移动,模型不易晃动;打印头沿 Z 轴升降,可使用双丝杆或龙门结构;容易扩展打印体积,尤其是 XY 平面。
缺点:占用空间大,打印头较重;相比平台升降型,龙门结构调校稍复杂。
应用场景:主要用于工业级增材制造机,如适合大尺寸FGF打印设备或混凝土增材制造设备。
无限Z轴型
打印机采用传送带作为打印平台。打印头在 XY 平面内完成一层打印后,传送带向前移动一段距离,模型随传送带移动,新的一层在传送带的后端继续打印。
优点:突破传统Z轴运动机构的高度限制,可实现超长模型尺寸的打印或批量打印。
缺点:X/Y 平面尺寸通常较小,打印体积受限;调校复杂,需要特别的切片软件。
应用场景:适用于超长模型的打印,或批量复制打印。
并联臂(Delta)运动机构
并联臂运动机构,常被称为三角洲或Delta机构。喷头悬挂在三个并联的机械臂的交点处,每组臂由独立的电机驱动,通过改变机械臂的长度,来实现X、Y、Z三个方向的运动。
优点:打印速度快,Z轴效率高,对于圆柱形或对称模型,打印体积利用率较好。
缺点:打印精度相对较低,尤其是在打印较大尺寸模型时;由于机械臂的运动是非线性的,需要复杂的算法进行运动补偿。
应用场景:适用于桌面级增材制造机。
极坐标运动机构
极坐标运动机构,采用极坐标系来定义打印头的位置,通过旋转平台与径向移动的组合来实现平面定位。与传统笛卡尔机构“三个轴各自独立、线性移动”的方式不同,极坐标机构中打印平台自身会旋转,而打印头只需要沿一条直线(径向)移动,两者配合即可覆盖整个打印平面。
优点:打印精度高,结构简洁,可以减少打印头在X、Y方向上的频繁移动,从而提高打印速度和稳定性。
缺点:需要使用专门的切片软件将标准模型转换为极坐标运动指令,成本高。
应用场景:主要用于工业级增材制造机,特别适合打印圆形、对称结构的零件,如齿轮、轴承等。
机械臂运动结构
采用多关节、多自由度的机械臂作为打印执行机构,打印头安装在机械臂末端,通过各关节的协同运动实现空间定位。
优点:运动灵活,喷头可以在任意角度和位置进行打印,特别适合打印具有复杂几何形状的模型;材料兼容性广,可集成多种工艺。
缺点:成本高,控制复杂,传统切片软件无法直接使用;机械臂的运动范围受到关节角度的限制,需要合理规划打印路径。
喷嘴
喷嘴是FDM 3D打印机的一个小而关键的组件,通常与挤出机构的热端相连。打印时,线材被挤出机推入热端,在加热块中熔化为液态,随后通过喷嘴尖端的小孔挤出,在构建平台上沉积成型。喷嘴直接决定了打印的精度、速度和质量。

常用材质
| 材质 | 特点 | 适用材料 | 注意事项 |
|---|---|---|---|
| 黄铜 | 最常见、导热好、成本低、易加工 | PLA、ABS、PETG、尼龙 | 磨损快,不适用于含颗粒(如碳纤维、夜光粉、木粉)的线材 |
| 不锈钢 | 耐腐蚀、食品级可选 | 普通塑料、部分医用或食品接触打印 | 导热性低于黄铜 |
| 硬化钢 | 耐磨性极高 | 含碳纤维、玻璃纤维、金属填充、夜光粉等含颗粒的线材 | 导热性较差,可能需要提高打印温度 |
| 红铜/铜合金 | 导热极佳,加热均匀,极其耐磨,适用于工业领域 | 高速打印、高温塑料(如PC、PEEK) | 价格较高,易氧化 |
喷嘴尺寸
喷嘴尺寸主要指出口孔径,不同孔径适用于不同打印需求,家用FDM 3D打印机以 0.4 mm 为主流,一台机器配0.2、0.4、0.6、0.8 mm四支喷嘴即可覆盖绝大多数场景。
| 孔径 | 特点 | 典型用途 |
|---|---|---|
| 0.2 mm | 细节极高,但打印极慢,易堵塞 | 微缩模型、手办、珠宝模型、微小零件 |
| 0.4 mm | 标准喷嘴尺寸,综合性能最佳,最常使用 | 绝大多数日常打印 |
| 0.6 mm | 速度明显提升,细节下降 | 结构件、容器、批量打印 |
| 0.8 mm | 打印极快,但层纹明显 | 花瓶、大模型、粗坯 |
如何避免喷嘴堵塞?
- 选用直径公差小的品牌线材,避免劣质材料因直径不均或含杂质而堵塞喷嘴;
- 注意线材防尘处理,空气中的灰尘会在高温下碳化,逐渐堆积形成堵塞;
- 避免线材受潮,受潮线材打印时产生气泡,内部压力突变易导致堵头,建议打印前烘烤干燥线材;
- 按推荐温度打印并合理设置回抽距离。
特别注意:对于0.2 mm的细喷嘴,由于挤出孔径较小,堵头现象十分常见。为避免堵塞,建议定期清洁打印机的灰尘或耗材碎屑,务必将耗材做好防尘处理。
喷嘴堵塞后如何清理?
当喷嘴已经堵塞时,可根据堵塞严重程度选择不同的清理方法。
轻度堵塞:出丝变细、挤出断续。
解决方法:冷拔,核心原理是加热软化耗材→冷却固化→整体拔出带走杂质。
1、将喷嘴温度设置至略高于耗材的打印温度(220℃,以PLA为例);
2、等升到设定温度时,手动推入耗材,并通过控制面板挤出耗材,直到看见喷嘴口有耗材挤出;
3、关闭加热,将喷嘴温度设置到70℃,操作控制面板对耗材进行回抽;
4、将线材从上方拔出,堵塞物和杂质会随着拉出的耗材尖端一并带出。
5、剪掉脏污段,重复2-3次操作,直至拉出的线材表面干净。
中度堵塞:基本不出丝,挤出机齿轮打滑。
解决方法:通针疏通
1、加热喷嘴至略高于耗材的打印温度;
2、佩戴隔热手套,使用0.2–0.35mm规格的通针,从喷嘴口向上捅入;
3、反复上下疏通几次后,手动推耗材,观察喷嘴是否恢复顺畅出丝;
4、若无效,可结合冷拉法再尝试一次。
严重堵塞:完全不挤出,通针也无法疏通,建议直接更换新喷嘴。
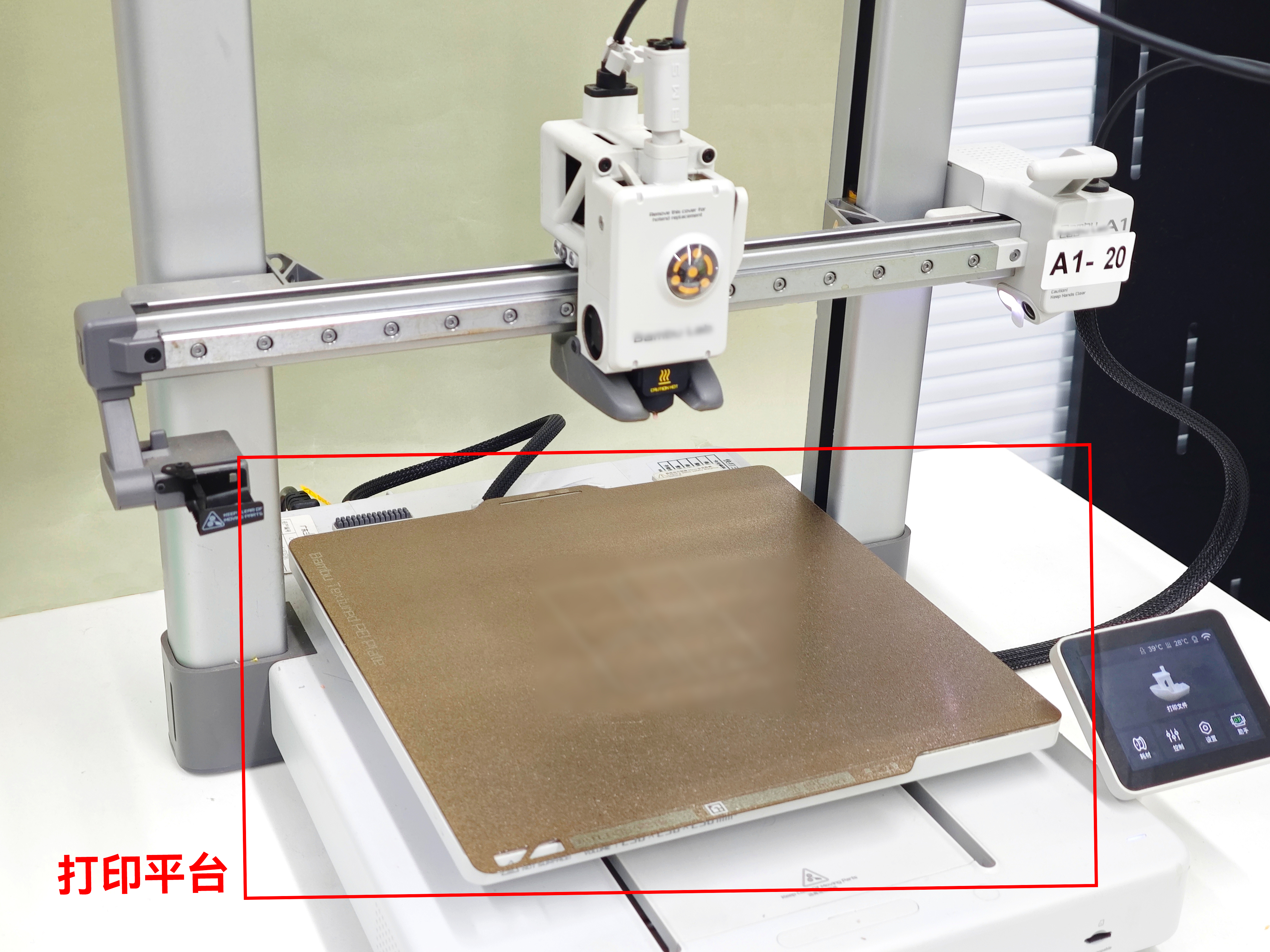
构建平台
构建平台,也称为打印平台,是3D打印机逐层创建物体的表面。它对打印质量、附着力和打印成功率发挥着至关重要的作用。
打印平台的功能
- 支撑第一层:对成功打印第一层发挥着重要作用;
- 保持定位精度:确保模型在打印过程中保持固定;
- 影响表面光洁度:平台的纹理和材料会影响打印物体底面的效果;
- 温度控制(对于热床):通过保持稳定的温度来减少翘曲。
打印平台的类型
非加热平台:一种没有温度控制的基础平台,通常用于易于打印的材料,如PLA。
- 结构简单,成本较低;
- 材料兼容性有限;
- 对于工程材料,附着力差的风险更高。
加热平台:一种配备加热元件以维持可控温度的平台。
- 提高附着力并减少翘曲;
- 对于ABS、PETG和尼龙等易翘曲材料至关重要;
- 在大多数现代FDM 3D打印机中很常见。
常见的平台表面材料
玻璃板
玻璃板是一种硬质无机非金属平台,表面光滑平整,能打印出镜面效果的底面。玻璃本身不发热,通常放置在加热铝板上方导热,或下方贴加热膜。固定方式通常使用弹簧夹。
优点:
- 表面光滑平整,为打印件带来光滑的底部效果;
- 容易清洁;
- 耐刮擦,寿命长。
缺点:
- 导热较慢,预热时间长;
- 不可弯曲,取件需要铲刀。
适用材料:PLA可直接打印;PETG、ABS、尼龙等建议涂胶(胶棒或喷胶)或贴美纹纸使用。
硬质金属板(铝板/不锈钢板)
硬质金属板通常作为热床的基础平台,许多3D打印机出厂时即为铝板。铝板导热性好,但裸板对塑料附着力极差,通常需要贴PEI膜等表面材料,或在使用时临时涂胶。
优点:
导热性好;
平整度可控。
缺点:
裸板附着力极差;
铝板不可磁吸,需用夹子;不锈钢板虽可磁吸但较重。
适用材料:裸板时,几乎所有材料都必须涂胶或贴胶带;贴膜后,取决于表面材料。
弹簧钢板(柔性钢板)
弹簧钢板是一种可弯曲、可磁吸的柔性构建板基材,底部贴有磁片,可吸附在热床的磁垫上。其核心优势是打印完成后将钢板弯曲即可轻松取下模型,无需铲刀。弹簧钢板本身不具备良好附着力,必须配合表面涂层使用,在实际应用中,通常以“弹簧钢板 + 涂层”的复合结构形式出现。不同厂商对涂层材料的命名方式可能存在差异(如 PEO、PEX 等),并非完全统一的材料标准。
优点:
可拆卸、可弯曲,便于取出模型;
可磁吸,拆装方便。
缺点:
涂层属于消耗品,长期使用后可能磨损
根据表面涂层的不同,常见的子类型包括:
1、弹簧钢板+纹理PEI板
表面为粉末喷涂的纹理PEI(聚醚酰亚胺),具有细微颗粒质感。在绝大部分情况下不需要额外的粘合剂,即可对多种材料提供稳定附着力;冷却后模型自动松动,取件极其方便。广泛用于消费级和专业级打印机。
适用材料:可用于打印PLA、TPU 和 PETG 等常见材料;ABS、ASA、PA 和 PC 等高温耗材打印时,需在打印板表面涂一层胶水。
2、弹簧钢板+光滑PEI板
表面为光滑的PEI薄膜,附着力较强,可获得光滑的底面效果。
适用材料:PLA、ABS、ASA可直接打印;PETG强烈建议涂脱模剂或改用纹理PEI;TPU也可直接打印,但可能粘得较紧。
3、弹簧钢板+ PEO涂层
表面为通常被称为 PEO 的功能性涂层(不同厂商定义可能不同),常用于改善 PETG 等材料的附着与释放平衡,使其既能稳定附着,又不易过度粘连。
适用材料:适用于 PETG、TPU 等材料,通常无需额外粘合剂;打印 PLA 时附着力可能较弱,视具体产品而定。
4、弹簧钢板+ PEX涂层
表面为通常被称为 PEX 的工程类涂层,强调耐高温和耐磨性能,适用于对平台耐久性要求较高的场景。
适用材料:适用于PETG、ABS、ASA等高温材料,具体表现取决于产品配方。
5、弹簧钢板+PP涂层
专为 PP 材料设计,解决其极难附着的问题。
适用材料:PP及其复合材料,对 PLA、PETG 附着较差。
6、弹簧钢板+PA / 尼龙专用涂层
提升尼龙附着稳定性,减少翘曲与边角开裂的风险。
适用材料:PA(尼龙,如 PA6、PA12),PA-CF / PA-GF(碳纤维 / 玻纤增强尼龙)
7、弹簧钢板+BuildTak 类贴片
BuildTak 类贴片是一种粘贴在打印平台表面的功能性薄膜,通常由耐热聚合物材料制成,表面带有微观纹理,用于提升首层附着力。
适用材料:可用于打印PLA、ABS和PETG;打印TPU时粘附较紧。
打印机封箱
封箱是指为3D打印机加装封闭腔体,以维持稳定的内部温度环境,是打印ABS、尼龙等工程耗材时防止翘曲、层裂的必要措施。
核心原理:温度控制与“热缩”效应
FDM打印的本质是将材料加热至熔融状态后挤出,再冷却凝固。打印成败的关键在于冷却过程的均匀性。
不封箱(开放环境) :模型暴露在室温空气中,依靠打印机自身的冷却风扇和自然对流散热。
封箱(恒温环境) :打印机被罩在亚克力、PC板或金属外壳内,利用热床和喷嘴的发热,在腔体内形成一个相对恒温的环境,隔绝外部冷空气和气流。
为什么不封箱会导致打印失败?
工程耗材(如ABS)的玻璃化转变温度较高(约105°C),且热膨胀系数较大。在开放环境下,材料挤出后降温过快,会产生剧烈的热收缩。
这会导致两种典型的物理缺陷:
1、翘曲:模型底层收缩,边缘向上卷起,脱离打印平台。
2、层间分离:上层收缩拉扯下层,导致层与层之间裂开。
封箱的作用就是减缓冷却速度,让材料在接近“退火”的状态下缓慢定型,从而释放内部应力。
耗材封箱指南
| 耗材类别 | 代表材料 | 封箱建议 | 原因解析 |
|---|---|---|---|
| 基础类耗材 | PLA、PVA | 不需要 | PLA熔点低,流动性好,且很少发生热收缩。在封箱高温环境中,PLA反而会变得过于柔软,导致散热不良、出料口以上部分软化变形(Heat Creep)甚至堵头。 |
| 工程类耗材 | ABS、ASA、PC、尼龙(PA) | 强烈建议 | 这类材料收缩率高。若不封箱,翘曲和开裂率极高。特别是ABS和ASA,含有苯乙烯,封箱也有助于将有害气体控制在箱体内,便于集中过滤或排出。 |
| 特殊耗材 | PETG、TPU(柔性) | 视情况而定 | PETG:收缩率低,通常不封箱。但在大尺寸打印或环境有风时,简易围挡有助于减少拉丝。 TPU:柔性材料散热快反而好,封箱高温可能导致挤出失控,建议开放。 |
不封箱适合追求便捷、低成本的入门和 PLA、PETG 模型制作;封箱则是获得高强度、耐高温、无翘曲的功能性工程塑料件的硬性门槛。
新手建议:如果你的主力耗材是PLA,保持开放或开门打印即可。若计划打印ABS/尼龙制作功能件,购入带有主动温控功能的封箱打印机是最佳选择。