分类一:打印质量
1、Q:表面光泽度不一致
A:表面出现光泽斑块通常是由喷嘴温度波动、冷却不均、打印速度变化或挤出流量不稳定引起。
处理步骤:①确保喷嘴温度波动小于±2°C,从根源上消除因温度波动导致的材料反光差异。
②在切片软件中设置所有外壁使用相同打印速度,避免因速度不同造成的冷却与挤出差异。
③检查并确保冷却风道均匀覆盖喷嘴四周。
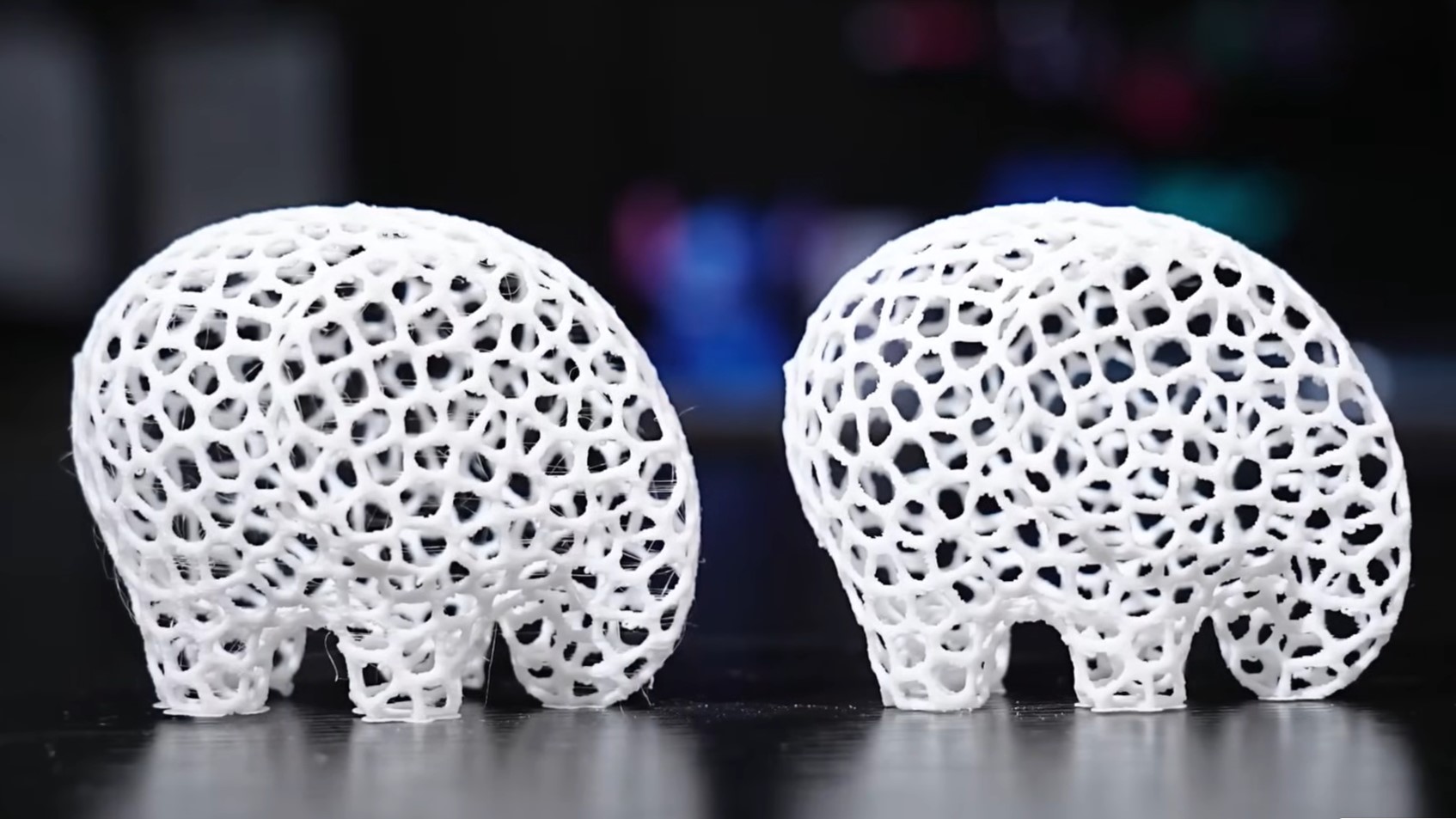
2、Q:悬垂结构下垂或桥接失败
A:处理步骤:①降低喷嘴温度。
②确保冷却风扇在桥接区域全速运行(建议100%功率),可通过切片软件设置“桥接风扇速度”实现快速冷却定型。
③在模型设计阶段,超过30mm的长距离桥接建议在模型底部添加可溶解支撑或优化模型设计角度,尽量将悬垂角控制在 45°以内。
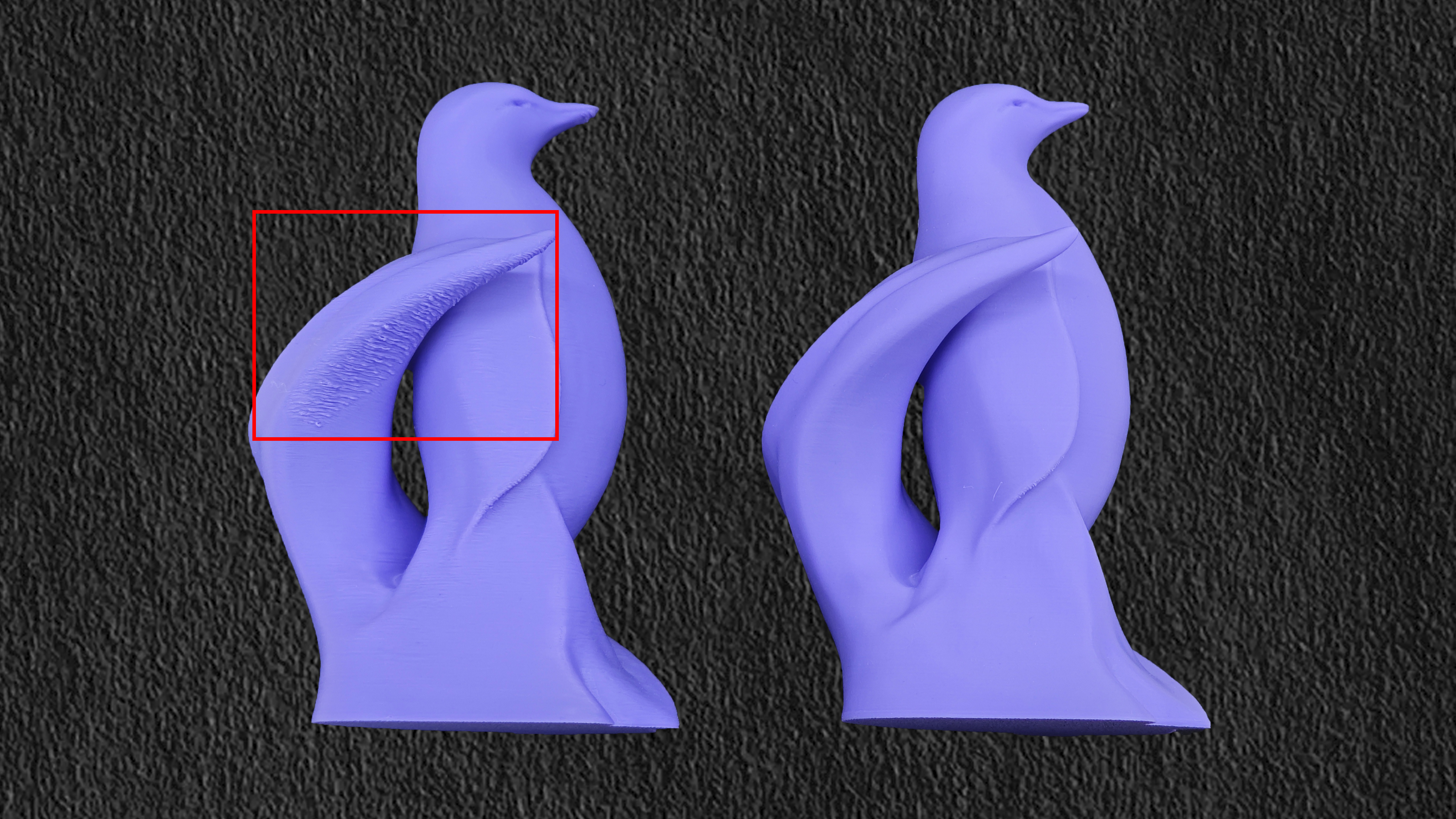
3、Q:表面粗糙
A:成品表面有颗粒感、毛刺或纹理不均。
处理步骤:①干燥受潮的耗材,并检查线材直径均匀性,排除受潮与劣质材料导致的挤出不稳定问题。
②打印单壁立方体,测量实际壁厚并校准挤出流量系数,同时检查清理喷嘴,确保挤出均匀、无局部堵塞。
③适当降低打印温度5-10°C以减少渗出,同时紧固所有运动部件螺丝并检查皮带张力,消除设备振动带来的纹理干扰。
4、Q:翘边问题
A:根本原因:模型的底部边缘与基底沾得不牢靠,温度的快速降低会导致材料收缩,因此产生翘边问题。
处理步骤:①清洁并提高热床温度,不同的材料对底板有不同的温度要求,温度过低时材料很难附着在底板上。
②使用附着性更强的平台,针对弹性和高收缩材料(如ABS、PA、PC等),可以采用更换底板或在底板涂胶的方法,提高模型和底板之间的粘附性。
③打印大模型时务必使用保温舱以减少环境温差,并为模型添加底筏(Raft)或防撞边(Brim)。
5、Q:打印中途出现层间缺料或断层
A:处理步骤:①立即观察送料齿轮是否空转打滑,检查线材是否在料盘或导管中卡住、缠结,确保送料路径畅通无阻。
②暂停打印,加热喷嘴后执行“冷拔”操作,清除内部碳化料渣;检查并更换磨损或严重堵塞的喷嘴。
③检查切片软件中是否存在不正确的“耗材变更”或“暂停”指令。
6、Q:尖端变形
A:小截面区域冷却不足,材料在沉积后仍处于软化状态。
处理步骤:①大幅提高该区域的冷却风扇功率。
②显著降低打印速度,将尖端区域的打印速度降至常规速度的20-30%。
分类二:设备故障类
1、Q:首层不粘
A:打印第一层无法牢固附着平台。
处理步骤:①清洁:用洗洁精或酒精等清洗剂将平台的油脂清洗干净。
②调平校准:预热平台后,使用A4纸校准喷嘴高度,将喷嘴与平台间距调整至纸张移动时有轻微阻力,且不会被压皱或卡住。
③提高喷嘴温度5-10℃,降低首层打印速度。
④检查耗材是否干燥,启用热床并设置正确温度,可以尝试在底板上涂胶,增加材料与平台的粘着性。
2、Q:堵喷头
A:喷嘴被碳化材料或异物堵塞。
处理步骤:喷嘴加热到材料的打印温度,用通针尝试物理疏通;若无效应拆卸喷嘴,进行“热端冷拔”,清理喷头里面残留的耗材。
3、Q:我的打印机需要日常维护吗?
A:当然需要!3D打印机需要定期的基础维护以保障打印质量与设备寿命。每次打印后清理平台残留料渣,定期清洁运动导轨并检查皮带张力是否适中、紧固框架螺丝、清理挤出齿轮并检查喷嘴有无堵塞。定期维护能有效预防层纹、错位和堵头等常见问题,确保设备长期稳定运行。
分类三:创新打印类
1、Q:如何将不同颜色的耗材拼接起来,实现多色打印?
A:①暂停换料:在打印到某一层时,通过切片软件或打印机控制面板手动暂停,然后抽出当前耗材,手动装入新颜色耗材,挤出部分新料以清空旧色,再继续打印。
②自动多色系统:像拓竹的AMS多色系统通过四通道独立供料和智能切换实现全自动多色打印。系统将不同颜色的完整线材分别存放,换色时自动回抽旧料、切割并推送新料,在擦料塔上完成喷嘴清洗。
③通过熔接器熔接:通过专用熔接器将两段线材端部加热融合,实现物理连接。这种方法成本低,适合制作渐变耗材或修复断料。
④使用多色耗材进行打印。
2、Q:如何在打印时控制多色耗材颜色渐变的方向?
A:由于多色耗材的颜色呈规律性渐变分布,在正式打印前,建议先打印一个测试件来确定颜色的具体变化位置。具体操作分为两步:
①将模型接缝设置在背面,以此作为后续判断旋转角度的参考点。通过观察接缝处左右两侧的颜色,即可推算出当前的大致偏转角度。
②根据测试件得到的颜色分布规律,结合想要的色彩效果,在打印平台上调整模型的角度,从而精确控制颜色在模型上的最终分布。